题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[判断题]
数控车床上可以在同一程序段中用绝对坐标和增量坐标混合使用来编程,使用原则主要是看何种方式编程更方便。()
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
答案
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
答案
 更多“数控车床上可以在同一程序段中用绝对坐标和增量坐标混合使用来编程,使用原则主要是看何种方式编程更方便。()”相关的问题
更多“数控车床上可以在同一程序段中用绝对坐标和增量坐标混合使用来编程,使用原则主要是看何种方式编程更方便。()”相关的问题
第2题
A.400mm/min,300mm/min
B.800mm/min,300mm/min
C.80mm/min,30mm/min
D.40mm/min,30mm/min
第3题
如下图所示梯形ABCD为铣加工的工件轮廓,工件的厚度为5mm,试按照教材中所学的代码格式(JB 3298-1983)编制加工程序。要求:

(1)铣床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(2)图中以绝对尺寸标注,在给定工件坐标系内采用绝对尺寸编程(不考虑刀补);
(3)设坐标原点O既为刀具起点又为刀具终点,Z坐标零点设置在工件上表面,刀具初始位置离工件上表面10mm;
(4)主轴转速1000r/min,进给速度50mm/min。
第4题
A、在同一标的物上物权与债权并存时,物权有优先于债权的效力。
B、物权相互间的优先效力是以物权成立时间的先后确定物权效力的差异。
C、在债权人依破产程序或强制执行程序行使其债权时,作为债务人财产的物上存在他人的物权时,该物权优于一般债权人的债权。
D、物权绝对优先于债权。
第5题
用数控铣床加工下图所示的轮廓ABCDEA。试按照教材中所学的代码格式(JB 3208-1983)编制加工程序。要求:

在给定机床坐标系和编程坐标系关系下用绝对坐标方式编写加工程序;
机床坐标原点即为起刀点也为刀具终点;
加工路径为①—②—③—④—⑤—⑥—⑦,主轴转速900r/min,进给速度150mm/min。(不考虑刀补功能)
第6题
如下图所示为孔加工工件,a、b、c、d坐标如图所示,今在这四处钻孔,试按照所学的代码格式(JB 3298-1983)编写其加工程序。已知与要求:
(1)孔的位置为绝对尺寸标注。机床主轴的开、停由数控系统控制,但主轴转速和冷却液的开、关均由手动控制;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm。到达a孔位置后钻头以1000r/min转速旋转并向下快进到离工件端面2mm处,然后以200mm/min的速度向下进给钻孔,至15mm孔深后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完钻头再返回原位。
第7题
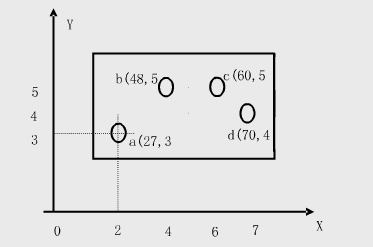
如下图所示为工件上a、b、c、d四个孔的坐标,设工件厚12mm。试按照所学的代码格式(JB 3298-1983)编写其钻孔加工程序。
已知与要求:
(1)孔的位置为绝对尺寸标注,钻头直径与孔径相同,一次钻削完成;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm处,到达a孔位置后钻头以1000r/min的转速旋转并向下快进到离工件端面5mm处,然后以50mm/min的速度向下进给钻孔,钻通后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完成钻头返回原位。

第9题
A.G01 X120 W80 F0.15 S500 M08
B.G90 G00 U20 Z-30 R40 M08
C.G02 X60 Z-80 P70 Q-60 H0 F0.2
D.G01 X100 Z-50 A-30 F0.1
第10题
A.像素着色器
B.可编程着色器
C.着色器
D.顶点着色器
第11题
T.对
F.错