题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[判断题]
源程序指以某种程序设计语言编写并供加工处理的程序。 ()
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
答案
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
答案
 更多“源程序指以某种程序设计语言编写并供加工处理的程序。 ()”相关的问题
更多“源程序指以某种程序设计语言编写并供加工处理的程序。 ()”相关的问题
第4题
A.C语言
B.汇编语言
C.PASCAL语言
D.机器语言
第5题
人们在使用高级程序设计语言编程时,首先可通过编译程序发现源程序中的全部( )及部分() ,然后可采用( )来发现程序中的运行错误和采用( )来确定错误的位置,( )是泛指用户在验收中发现的结果与需求不符的错误。
供选择的答案:
第6题
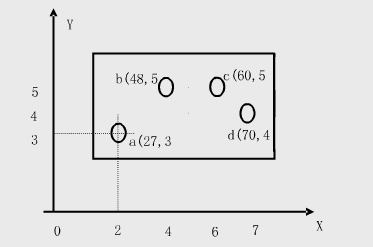
如下图所示为工件上a、b、c、d四个孔的坐标,设工件厚12mm。试按照所学的代码格式(JB 3298-1983)编写其钻孔加工程序。
已知与要求:
(1)孔的位置为绝对尺寸标注,钻头直径与孔径相同,一次钻削完成;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm处,到达a孔位置后钻头以1000r/min的转速旋转并向下快进到离工件端面5mm处,然后以50mm/min的速度向下进给钻孔,钻通后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完成钻头返回原位。

第7题
A.正确
B.错误
第9题
如下图所示为孔加工工件,a、b、c、d坐标如图所示,今在这四处钻孔,试按照所学的代码格式(JB 3298-1983)编写其加工程序。已知与要求:
(1)孔的位置为绝对尺寸标注。机床主轴的开、停由数控系统控制,但主轴转速和冷却液的开、关均由手动控制;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm。到达a孔位置后钻头以1000r/min转速旋转并向下快进到离工件端面2mm处,然后以200mm/min的速度向下进给钻孔,至15mm孔深后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完钻头再返回原位。
第11题
A.由准备功能指令编写的子程序,主程序需要时可使用呼叫子程序的方式随时调用
B.使用宏指令编写的程序,程序中除使用常用准备功能指令外,还使用了用户宏指令实现变量运算、判断、转移等功能
C.工件加工源程序,通过数控装置运算、判断处理后,转变成工件的加工程序,由主程序随时调用
D.一种循环程序,可以反复使用许多次