题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
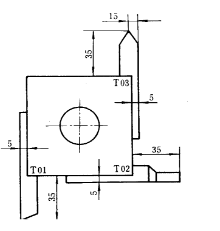
如图所示零件,数控车削加工该零件右端面,试编制该加工程序。 提示:工件原点已建立在工件左端面与轴线的交
如图所示零件,数控车削加工该零件右端面,试编制该加工程序。

提示:工件原点已建立在工件左端面与轴线的交点上。
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
如图所示零件,数控车削加工该零件右端面,试编制该加工程序。
提示:工件原点已建立在工件左端面与轴线的交点上。
答案
 更多“如图所示零件,数控车削加工该零件右端面,试编制该加工程序。 提示:工件原点已建立在工件左端面与轴线的交”相关的问题
更多“如图所示零件,数控车削加工该零件右端面,试编制该加工程序。 提示:工件原点已建立在工件左端面与轴线的交”相关的问题
第2题
如下图所示零件,数控车削加工该零件右端面及外圆柱面,试编制该加工程序。
 提示:可将加工端面和外圆柱面刀具轨迹做一个简单的组合,然后用程序表达出来即可。组合刀具轨迹如下图所示(O→A→B→C→O→A'→B'→C'→O)。
提示:可将加工端面和外圆柱面刀具轨迹做一个简单的组合,然后用程序表达出来即可。组合刀具轨迹如下图所示(O→A→B→C→O→A'→B'→C'→O)。
第3题
如下图所示零件,数控车削加工该零件右端面时编程如下,各刀位点的坐标值已算出,试将该程序补充完整。
0(82,28) N10 G50 X______ Z28.0
A(44,0) N20 G00 X44.0 Z______
B(0,0) N30 G______ X0 ZO F0.15
C(0,5) N40 G00 X0 Z5.0
0(82,28) N50 G00 X82.0 Z______

第9题
如图所示零件,若要求加工左端面45°倒角及切断加工,试编制加工程序

提示:左端面45°倒角并切断加工的加工方法比较多。
方法1:先在左端面位置切浅槽,然后换45°车刀倒角,再换切断刀切断。
方法2:先切断,然后掉头装夹,再当作右倒角进行加工。
方法3:用切断刀先切浅槽,然后仍然用切断刀倒角,再切断。
显然,第3种方法更符合“程序段最少、走刀路线最短、换刀次数最少”的要求。采用该方法进行编程加工,其刀具轨迹图如图所示。

第10题
如下图所示零件,数控车削加工该零件外圆柱面时编程如下,试将该程序补充完整。
N10 G50 X______ Z28.0
N20 G00 X40.0 Z______
N30 G______ X40.0 Z-52.0 F0.15
N40 G00 X50.0 Z______
N50 G00 X82.0 Z______

第11题
如下图所示零件,数控车削加工该零件外圆柱面时编程如下,试将该程序中的错误找出来,并予以改正(每行一个错)。
N10 G50 X40.0 Z20.5
N20 G00 X50 Z2.0
N30 G01 X50.0 Z60.0 F0.15
N40 G00 X60.0 Z-70.0
N50 G01 X80.0 Z20.5