题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
基于教材JB 3298-1983标准,某数控加工程序为 N010 G92 X100 Z195 N020 G90G00 X15 Z150 N100 M02 该程序中,最后一个程序段的含义是( )。
A.程序暂停
B.程序停止
C.主轴停止
D.程序结束
 答案
答案
查看答案
 请输入或粘贴题目内容
搜题
请输入或粘贴题目内容
搜题
 拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
拍照、语音搜题,请扫码下载APP
题目内容
(请给出正确答案)
A.程序暂停
B.程序停止
C.主轴停止
D.程序结束
答案
 更多“基于教材JB 3298-1983标准,某数控加工程序为 N010 G92 X100 Z195 N020 G90G00 X15 Z150 N100 M02 该程”相关的问题
更多“基于教材JB 3298-1983标准,某数控加工程序为 N010 G92 X100 Z195 N020 G90G00 X15 Z150 N100 M02 该程”相关的问题
第1题
A.设定刀具起点在编程坐标系的位置
B.设定刀具起点在机床坐标系的位置
C.设定工件坐标系的原点
D.设定机床坐标系的原点
第2题
A.程序暂停
B.进给停止
C.主轴停止
D.程序结束
第3题
A.M00、M01和M02
B.M03、M04和M05
C.M07、M08和M09
D.M06、M13和M14
第4题
A.设置增量方式编程并使刀具或工件快速运动到指定位置
B.设置绝对方式编程并使刀具或工件快速运动到指定位置
C.设置混合方式编程并使刀具或工件快速运动到指定位置
D.设置程序原点位置并使刀具或工件快速运动到该位置
第5题
如下图所示梯形ABCD为铣加工的工件轮廓,工件的厚度为5mm,试按照教材中所学的代码格式(JB 3298-1983)编制加工程序。要求:

(1)铣床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(2)图中以绝对尺寸标注,在给定工件坐标系内采用绝对尺寸编程(不考虑刀补);
(3)设坐标原点O既为刀具起点又为刀具终点,Z坐标零点设置在工件上表面,刀具初始位置离工件上表面10mm;
(4)主轴转速1000r/min,进给速度50mm/min。
第6题
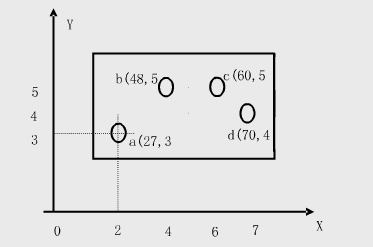
如下图所示为孔加工工件,a、b、c、d坐标如图所示,今在这四处钻孔,试按照所学的代码格式(JB 3298-1983)编写其加工程序。已知与要求:
(1)孔的位置为绝对尺寸标注。机床主轴的开、停由数控系统控制,但主轴转速和冷却液的开、关均由手动控制;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm。到达a孔位置后钻头以1000r/min转速旋转并向下快进到离工件端面2mm处,然后以200mm/min的速度向下进给钻孔,至15mm孔深后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完钻头再返回原位。
第7题
如下图所示为工件上a、b、c、d四个孔的坐标,设工件厚12mm。试按照所学的代码格式(JB 3298-1983)编写其钻孔加工程序。
已知与要求:
(1)孔的位置为绝对尺寸标注,钻头直径与孔径相同,一次钻削完成;
(2)机床脉冲当量为0.01mm,尺寸字用脉冲当量表示;
(3)机床原点为图中O-XYZ坐标原点,加工前钻头位于机床原点离工件上端面200mm处,Z轴原点设置在工件上表面。加工时钻头快进至a孔位置,并离工件表面150mm处,到达a孔位置后钻头以1000r/min的转速旋转并向下快进到离工件端面5mm处,然后以50mm/min的速度向下进给钻孔,钻通后快速退回。其余类似a孔加工,加工顺序是a-b-c-d,加工完成钻头返回原位。

第10题
穿孔带是数控机床的一种控制介质,国际上通用标准是ISO和EIA两种,我国根据ISO标准制定了JB/T3208-1999《数控机床穿孔带程序段格式中的准备功能G和辅助功能M的代码》。()
第11题
在用Credit Metrics模型计算某笔信用资产的信用风险估值是基于以下()假设。
A.该笔信用资产价值符合正态分布
B.该笔信用资产价值符合标准正态分布
C.该笔信用资产价值符合偏态分布
D.该笔信用资产价值符合非正态分布